What if the engineering precision of your heat rejection system is the primary factor standing between operational stability and the 30% annual leak rate threshold mandated for industrial process refrigeration as of January 2026? You likely recognize that maintaining thermal equilibrium in a high-volume facility is an exacting task, particularly when escalating energy costs and the corrosive realities of harsh processing environments threaten your infrastructure. Unplanned downtime in a perishable food line is more than a maintenance hurdle; it represents a direct risk to product safety and long-term profitability.
This technical guide provides a disciplined analysis of how an evaporative condenser for food processing optimizes thermal efficiency while ensuring compliance with the latest GWP limits and leak detection standards. You’ll learn how to achieve lower head pressure in your compressors and maintain stable condensing temperatures through rigorous mechanical design. We will also preview the material standards necessary for equipment durability and the specific protocols required to navigate the 2026 Technology Transitions Rule effectively, ensuring your facility remains both compliant and productive.
Key Takeaways
- Understand how leveraging latent heat transfer through an evaporative condenser for food processing significantly reduces compressor head pressure and overall facility energy consumption.
- Analyze the critical relationship between ambient wet-bulb temperatures and heat rejection performance to ensure stable condensing across varying environmental conditions.
- Evaluate the mechanical trade-offs between counterflow and crossflow patterns to determine the optimal balance of water usage and fan power for your specific processing line.
- Learn the precise methodology for calculating Total Heat of Rejection (THR) to ensure seamless integration with industrial ammonia refrigeration compressors and refrigerant vessels.
- Identify the essential manufacturing standards, including ASME-certified pressure vessel construction and advanced welding protocols, required to maintain structural integrity in harsh industrial environments.
The Critical Role of Evaporative Condensers in Food Processing
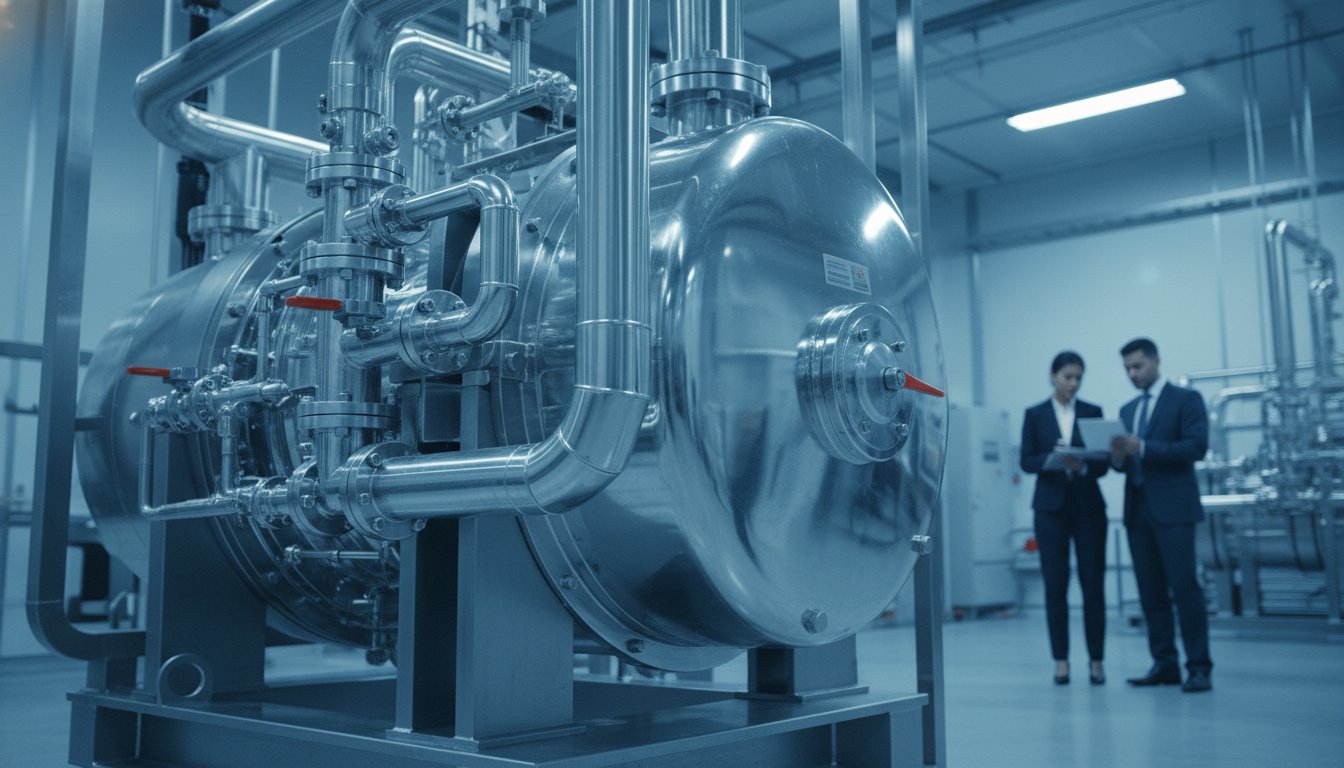
An evaporative condenser for food processing functions as a sophisticated hybrid of air-cooled and water-cooled technologies, engineered to reject heat from the refrigeration system by utilizing the latent heat of evaporation. By spraying water over the condensing coils while simultaneously drawing air through the unit, these systems leverage the principle of evaporative cooling to achieve lower condensing temperatures than conventional air-cooled alternatives. This thermodynamic advantage is essential for industrial facilities where the relationship between condensing temperature and compressor energy consumption is a primary driver of operational costs. Every degree of reduction in the condensing temperature correlates to a measurable decrease in the work required by the refrigeration compressors, leading to a more efficient and sustainable thermal cycle.
In high-demand environments like meat processing plants, dairy facilities, and IQF freezing lines, the requirement for precise temperature control is absolute. These sectors rely on consistent heat rejection to maintain the structural and microbial integrity of perishable goods. Because microbial safety is inextricably linked to thermal stability, the selection of an evaporative condenser for food processing becomes a strategic decision that impacts both the safety of the end consumer and the long-term durability of the mechanical infrastructure. These units are designed to operate under heavy-duty conditions, providing a reliable link between the internal refrigeration load and the external environment.
Maintaining Continuous Thermal Throughput
Industrial food production often involves high-volume production cycles that generate significant peak thermal loads. An evaporative condenser must be capable of handling these surges without allowing head pressure to fluctuate beyond safe operational limits. Maintaining stable head pressure is vital for the longevity of the entire system, as it prevents excessive mechanical stress on compressor components and reduces the frequency of maintenance intervals. Furthermore, the integration of redundant cooling loops within the condenser configuration minimizes the risk of total system failure, ensuring that production remains continuous even during peak summer ambient conditions when thermal rejection is most challenging.
Food Safety and Regulatory Compliance
Modern engineering standards for food-grade refrigeration prioritize a closed-circuit design to isolate the refrigerant from potential external contaminants. This architectural choice is critical for meeting strict hygiene standards, as it prevents the process fluid from being exposed to the atmosphere or untreated water sources. By ensuring temperature consistency through advanced heat transfer dynamics, these systems facilitate shelf-life extension and help facilities comply with rigorous food safety regulations. The ability to maintain a steady, predictable cooling environment is the foundation of a successful food processing operation, where even minor thermal deviations can result in significant product loss or regulatory scrutiny.
Mechanical Principles and Heat Transfer Dynamics
The operational efficiency of an evaporative condenser for food processing relies on the precise management of latent heat transfer. While air-cooled systems depend on sensible heat transfer, where temperature changes in the air stream drive cooling, evaporative systems utilize the energy absorbed during the phase change of water from liquid to vapor. This latent heat of vaporization allows for a significantly higher rate of heat rejection per pound of fluid moved. Fluid dynamics within the condenser coil assembly are engineered to maximize the air-to-water interface, ensuring that the falling water film remains in constant contact with the pressurized refrigerant vapor inside the tubes. This continuous wetting of the coil surface is what facilitates the rapid migration of heat from the internal refrigerant to the external environment.
Psychrometrics play a decisive role in determining the performance limits of these units. Unlike dry-cooled systems that are constrained by ambient dry-bulb temperatures, the capacity of an evaporative system is dictated by the ambient wet-bulb temperature. This allows the system to operate at condensing temperatures significantly closer to the ambient environment, providing a stable thermal baseline even during periods of extreme heat. By optimizing the air-to-water interface, engineers can maintain a consistent thermal gradient, which is essential for the stable operation of the entire refrigeration cycle.
The Physics of Latent Heat Transfer
The efficiency of water evaporation over traditional air cooling is rooted in the high energy density required for phase transitions. By calculating heat rejection capacity based on the total surface area of the coil assembly and the mass flow rate of the air, engineers design systems with a much smaller physical footprint than air-cooled counterparts. This reduction in size is particularly advantageous in food processing facilities where floor space is at a premium and structural loads must be carefully managed. It’s this focus on latent heat that reduces the required equipment footprint while simultaneously lowering the total energy consumption of the facility.
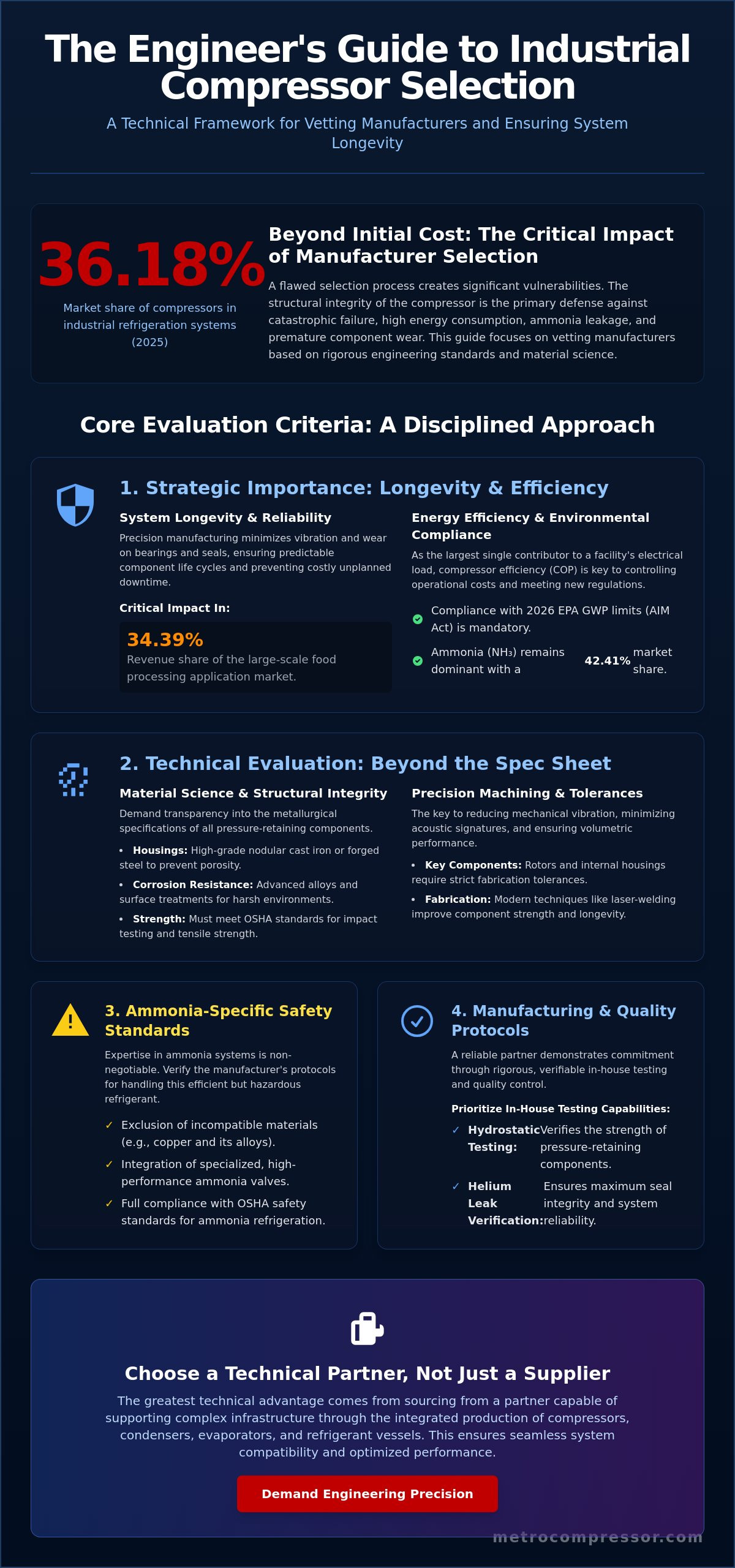
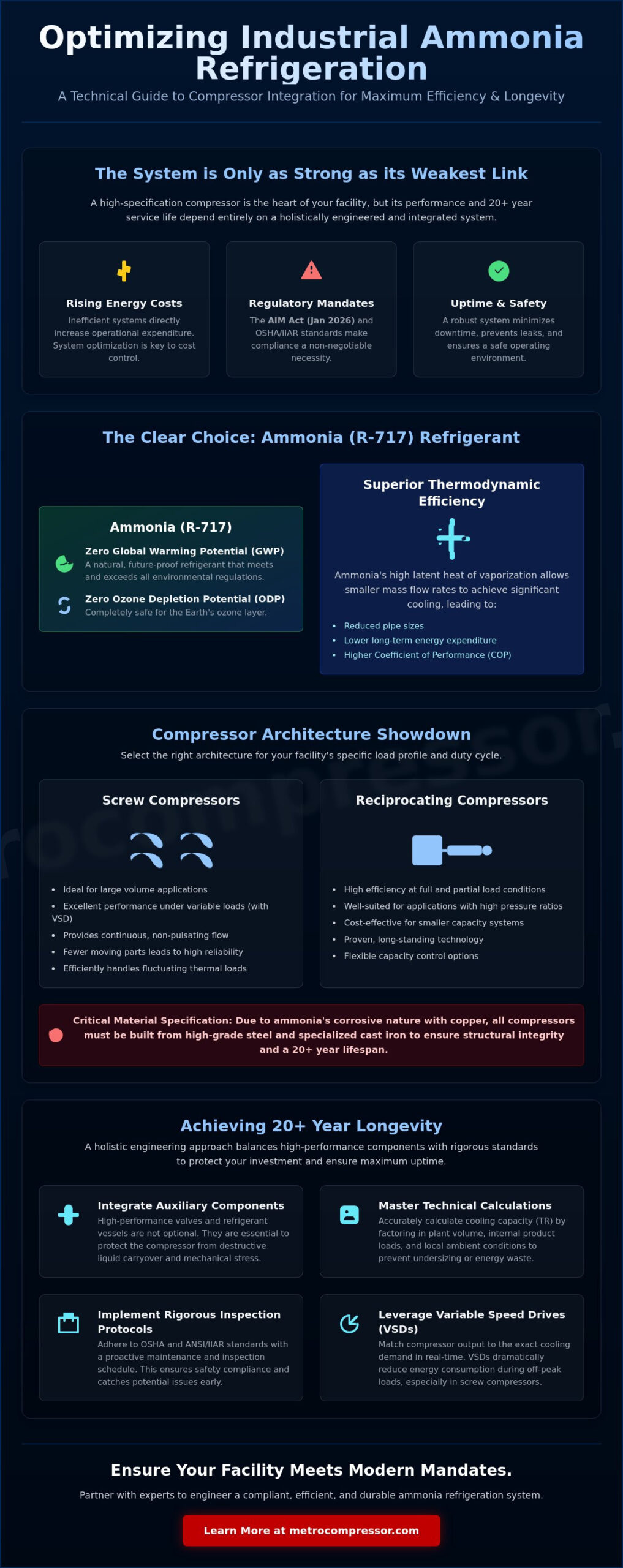
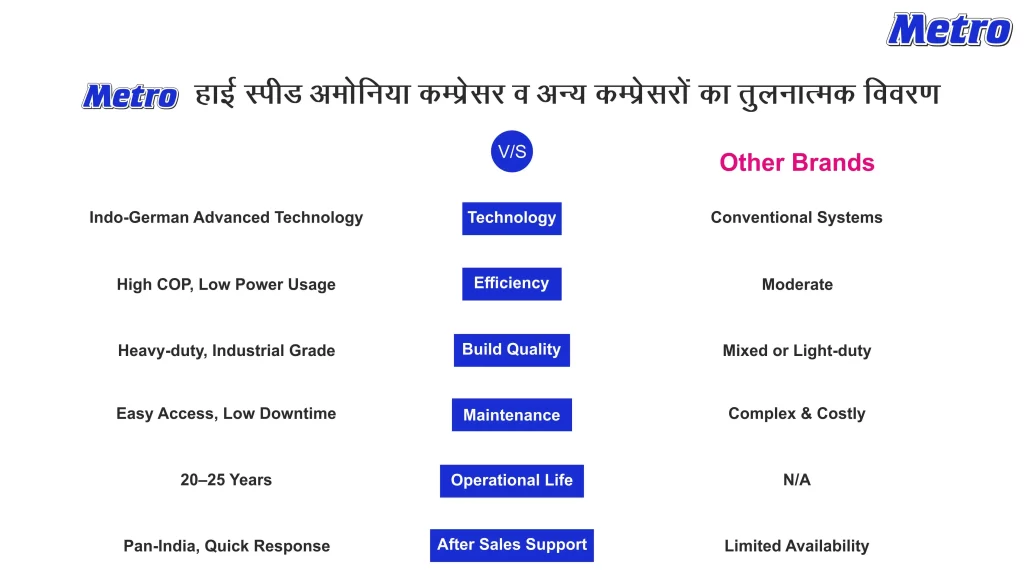
Ammonia Compatibility and Material Integrity
Ammonia remains the preferred refrigerant for large-scale food processing due to its superior thermodynamic properties and zero global warming potential. However, the use of ammonia requires strict adherence to OSHA safety standards to mitigate risks associated with toxicity and pressure. Material science is central to this effort, as the harsh environments found in processing plants demand the use of corrosion-resistant alloys and heavy-duty galvanized coatings. Ensuring structural integrity under high-pressure conditions is a matter of manufacturing rigor, where every weld and joint must be inspected for precision. If you’re evaluating the mechanical stability of your current refrigeration infrastructure, it’s beneficial to consult with experts who specialize in industrial refrigeration equipment to ensure long-term durability and safety.

Evaluating Condenser Configurations for Industrial Efficiency
Selecting an evaporative condenser for food processing requires a meticulous evaluation of flow configurations to ensure the system aligns with the specific psychrometric constraints of the facility’s geographic location. The mechanical arrangement of air and water streams significantly impacts the unit’s thermal performance, footprint, and long-term serviceability. While some configurations prioritize maximum heat transfer density, others are designed to facilitate easier access for the rigorous cleaning protocols required in food-grade environments. Engineers must weigh these factors against the total cost of ownership, including both electrical consumption and water treatment requirements.
Counter-Flow vs. Cross-Flow Designs
In a counter-flow arrangement, air is drawn vertically upward through the coil as water sprays downward, creating a highly efficient heat exchange environment where the coldest air meets the coldest water. This configuration typically offers superior thermal efficiency and a smaller footprint, making it ideal for facilities with limited roof space or those operating in high-humidity regions. Conversely, cross-flow designs utilize a horizontal air stream that intersects the falling water. While cross-flow units may require more fan power to achieve similar rejection rates, they often provide superior access for coil inspection and nozzle maintenance. This accessibility is a critical factor in preventing scale buildup and maintaining the hygiene standards essential for food processing.
Water Conservation and Energy Optimization
Balancing water consumption with fan energy is a central challenge in modern condenser control and system optimization strategies. Implementing variable speed drives (VSD) on fan motors allows the system to modulate airflow based on real-time head pressure, preventing unnecessary energy expenditure during off-peak hours. In arid climates, adiabatic cooling sections can be integrated to pre-cool incoming air, reducing the reliance on continuous water evaporation. Effective water management also involves sophisticated blowdown controls that monitor mineral concentration, ensuring the system operates at peak efficiency while minimizing waste. By integrating these technologies, an evaporative condenser for food processing can achieve a sustainable balance between resource conservation and mechanical performance.
Space-saving designs are increasingly prioritized in compact processing facilities where every square foot must be utilized for production. By integrating high-efficiency heat transfer surfaces and optimized fan geometries, manufacturers can deliver the required cooling capacity without necessitating expansive structural modifications. This engineering precision ensures that the condensing unit integrates seamlessly with other critical components, such as industrial ammonia refrigeration compressors, to maintain a stable and reliable cold chain. Ultimately, the choice of configuration must be a data-driven decision that accounts for the specific operational load and environmental variables of the site.
Engineering Selection Criteria for Food and Beverage Facilities
Calculating the Total Heat of Rejection (THR) represents the first critical step in the engineering selection process for any high-capacity facility. This value is not merely a reflection of the evaporator capacity; it must comprehensively account for the heat of compression generated by the industrial ammonia refrigeration compressors serving the production line. Precise load matching ensures the system doesn’t suffer from excessive head pressure during peak summer operations, which would otherwise lead to increased energy consumption and mechanical wear. By integrating high-quality ammonia valves for refrigeration, operators can achieve the granular pressure control necessary to maintain a stable thermal equilibrium across the entire refrigerant circuit.
Evaluating the total cost of ownership (TCO) over a 20 year lifecycle reveals that initial capital expenditure is often secondary to long-term energy and maintenance expenses. A robustly engineered evaporative condenser for food processing might require a higher upfront investment, but the resulting reduction in compressor work and the optimization of water treatment protocols typically yields a superior return on investment. Mechanical engineers must look beyond the purchase price to analyze the structural integrity and component accessibility that will define the unit’s operational life.
Load Matching for Fluctuating Processing Demands
Food processing demands are rarely static, often fluctuating significantly based on seasonal harvests or shifting production schedules. Designing for these variations requires an approach that prioritizes partial load efficiency to avoid the energy penalties associated with over-cycling. Modular condenser units allow for incremental capacity control, enabling the system to match the actual thermal load with precision. Additionally, the strategic inclusion of refrigerant vessels provides the necessary surge volume to stabilize the system during rapid load changes, preventing liquid slugging and protecting the long-term functionality of the compressors.
Durability in Corrosive Environments
The corrosive nature of food processing environments, characterized by the frequent use of harsh cleaning chemicals and potential industrial pollutants, demands rigorous material selection. While galvanized steel offers a baseline level of protection, many modern facilities specify 304 or 316L stainless steel for condenser coils to ensure maximum longevity and compliance with the stricter leak repair mandates taking effect in 2026. Protective coatings can offer localized resistance, but the base material’s inherent properties remain the primary defense against structural degradation. In high-salinity or chemically aggressive areas, these material choices are essential for preventing unplanned downtime and maintaining the safety of the industrial refrigeration system.
To ensure your facility’s infrastructure meets these rigorous engineering standards, you can consult with our technical team regarding industrial refrigeration equipment to secure a solution tailored to your specific thermal requirements.
Precision Manufacturing Standards for Ammonia Refrigeration Systems
The structural integrity of an evaporative condenser for food processing is fundamentally determined by the precision of its manufacturing phase. In an industrial landscape where the 2026 EPA mandates enforce stricter leak detection and repair requirements for systems exceeding 15 pounds of HFCs, the necessity for leak-free operation has transitioned from an operational preference to a regulatory requirement. Achieving this level of reliability requires the utilization of ASME-certified pressure vessels and advanced robotic welding techniques. These processes ensure that every joint and seam can withstand the high-pressure environment of an ammonia-based thermal cycle without compromising the safety of the facility. Custom-engineered units provide a level of structural stability that generic, off-the-shelf models can’t match, as they’re built to the specific seismic and wind-load requirements of the installation site.
Advanced machining processes allow for the creation of heat exchange surfaces with exacting tolerances, which is essential for maintaining the thin-film evaporation necessary for peak performance. When a manufacturer prioritizes technical rigor over superficial market trends, the resulting equipment demonstrates superior resistance to the vibration and thermal cycling inherent in heavy-duty food production. This commitment to manufacturing standards ensures that the internal integrity of the machinery remains intact over a multi-decade service life, providing a stable foundation for the facility’s cold chain.
Rigorous Quality Assurance and Testing
Quality assurance protocols for industrial condensing units must be exhaustive and transparent to ensure long-term functionality. Every coil assembly undergoes rigorous hydrostatic and pneumatic testing to verify its integrity under pressures exceeding standard operational limits. Beyond pressure testing, technicians perform non-destructive testing (NDT), such as ultrasonic or radiographic inspections, to identify internal material flaws that could lead to premature failure. Ensuring perfect coil alignment is another critical step; even minor deviations can disrupt the uniform water distribution necessary for efficient evaporation. Comprehensive documentation and certification are provided for each unit, ensuring that the cooling infrastructure meets the highest industrial safety standards.
Integrating High-Performance Components
Maximizing the return on investment for a refrigeration plant requires a holistic view of how different components interact within the system. There is a profound synergy between high-efficiency evaporators and the condensing unit; an imbalance between these two can lead to compressor strain and reduced shelf life for processed goods. Utilizing laser welded pillow plates within the heat exchange assembly can significantly enhance heat transfer coefficients while reducing the total refrigerant charge required. By optimizing the entire refrigeration plant through the integration of these sophisticated components, operators can ensure long-term durability and peak thermal performance. This meticulous approach to manufacturing and component selection is what defines a reliable industrial partner in the food and beverage sector.
Securing Long-Term Thermal Stability in Industrial Food Processing
Adopting an advanced evaporative condenser for food processing represents a strategic commitment to mechanical rigor and operational continuity in an increasingly regulated environment. You’ve seen how the precise management of latent heat transfer and the selection of cross-flow or counter-flow configurations dictate the energy baseline and maintenance requirements of your facility. Efficiency starts with design. By prioritizing ASME-certified manufacturing standards and specialized ammonia refrigeration components, you ensure that your infrastructure remains compliant with 2026 leak detection mandates while achieving the structural integrity required for heavy-duty service. Our global industrial supply track record is built on the discipline of engineering precision. This is the only reliable path to long-term equipment durability and stable head pressure.
Ensuring your cooling infrastructure is prepared for future production demands requires a partner who understands the technical nuances of industrial refrigeration and the physics of heat rejection. Technical mastery matters. If you’re ready to optimize your facility’s thermal efficiency and protect your perishable assets through meticulous equipment selection, you should consult with our engineering team for high-performance refrigeration solutions. We’re here to help you navigate these complex technical transitions with stability.
Frequently Asked Questions
What is the primary advantage of an evaporative condenser for food processing?
The primary advantage is the ability to achieve lower condensing temperatures by utilizing the ambient wet-bulb temperature, which significantly reduces the electrical load on refrigeration compressors. This thermodynamic efficiency allows for more stable head pressure control, ensuring that the facility maintains consistent cooling even during periods of high thermal demand. By rejecting heat through evaporation rather than simple air-cooling, the system operates with a much higher heat transfer coefficient.
How does an evaporative condenser differ from a standard cooling tower?
An evaporative condenser combines the functions of a cooling tower and a heat exchanger by placing the refrigerant coils directly inside the air and water stream. In contrast, a cooling tower rejects heat from a secondary water loop, requiring additional pumps and an external heat exchanger to cool the refrigerant. This integrated design reduces mechanical complexity and eliminates the thermal losses associated with intermediate heat transfer cycles.
Is ammonia a safe refrigerant for use with evaporative condensers?
Ammonia is a safe and highly efficient refrigerant when the system is engineered according to ASME-certified pressure vessel standards and rigorous safety protocols. Its superior thermodynamic properties and zero global warming potential make it the industry standard for large-scale food processing. Proper installation of ammonia valves and leak detection systems ensures that the system remains secure and compliant with current industrial safety regulations.
What maintenance is required to prevent scale buildup in condensers?
Preventing scale buildup requires a disciplined water management strategy that includes consistent chemical treatment and the monitoring of cycles of concentration through controlled blowdown. Technicians must also perform regular inspections of the spray nozzles to ensure uniform water distribution across the coil surface. If mineral deposits are left unmanaged, they create an insulating layer that degrades heat transfer efficiency and increases compressor energy consumption.
How do wet-bulb temperatures affect the efficiency of food processing cooling?
The wet-bulb temperature dictates the theoretical limit of the cooling process, allowing the system to reject heat at a temperature significantly lower than the ambient dry-bulb temperature. This is particularly critical for an evaporative condenser for food processing operating in hot or arid climates, where dry-bulb temperatures can surge. By operating closer to the wet-bulb baseline, the system maintains a lower compression ratio and higher overall thermal efficiency throughout the day.
Can evaporative condensers be used in sub-freezing climates?
These units are fully compatible with sub-freezing environments provided they’re equipped with specialized freeze protection such as basin heaters or a remote sump configuration. A remote sump allows the water to drain into an indoor reservoir when the pumps are inactive, preventing the formation of ice within the unit’s internal piping. These engineering safeguards ensure the system remains operational and structurally sound during extreme winter conditions without risking damage to the coils.
What materials offer the best corrosion resistance for food processing environments?
Stainless steel, specifically 304 or 316L grades, offers the most robust resistance to the corrosive cleaning agents and high-salinity conditions found in many processing facilities. While hot-dipped galvanized steel is a common industrial choice, it may not provide the same long-term structural integrity in aggressive environments. Selecting the correct metallurgical profile is essential for preventing refrigerant leaks and ensuring the longevity of the heat exchange surfaces over a twenty-year lifecycle.
How does lowering condensing pressure affect compressor lifespan?
Lowering the condensing pressure reduces the mechanical work required by the compressor, which leads to lower internal operating temperatures and decreased wear on bearings and valves. By maintaining a lower head pressure, the system minimizes the thermal degradation of lubrication oils and reduces the frequency of unplanned maintenance intervals. This reduction in mechanical stress is a primary factor in extending the functional life of the entire refrigeration plant and preventing premature component failure.