Discover the Ultimate Cold Storage Solutions for Frozen Foods, Fruits, Vegetables, Milk & Dairy Products, and Meat.
A Comprehensive Guide to Advantages, Benefits, and Leading Manufacturers in Agriculture, Chemical, and Pharma Industries.

Cold store is an essential facility designed to preserve perishable goods, ensuring they retain their quality, freshness, and nutritional value over time. From fruits and vegetables to dairy and meat products, refrigeration systems play a pivotal role in the food supply chain, agriculture, and industrial ammonia refrigeration applications.
What is a Cold Storage?
A cold store is a facility specifically designed to preserve perishable goods by maintaining low temperatures, controlled humidity, and, in some cases, specific atmospheric conditions. These facilities are vital for extending the shelf life of products, maintaining quality, and ensuring safety across various industries.

Refrigeration and Refrigerants in Cold Store
Refrigeration is the backbone of any cold storage system, enabling precise temperature control to maintain product quality. Advanced refrigeration technologies are employed to meet diverse industry needs. Refrigerants, substances used in the refrigeration cycle, play a critical role in cooling.
Types of Refrigerants
- Ammonia-Based Refrigerants: Ammonia is widely used in industrial refrigerated storage due to its high energy efficiency and eco-friendly properties. Ammonia refrigerated storage systems are reliable, cost-effective, and suitable for large-scale operations.
- Freon-Based Refrigerants: Freon is commonly used in small to medium-sized cold storage units. It offers easy maintenance and a wide range of applications.
Ammonia vs. Freon Refrigeration Plants
- Ammonia Based Refrigerants: Ideal for large capacities, offering high efficiency and low operational costs.
- Freon Based Refrigerants: Suitable for smaller setups, providing flexibility and convenience.

Common Applications of Refrigeration Units
Refrigeration units are used across various sectors, including:
Fruits and Vegetables
- Apple Refrigeration Plant: Maintains freshness and prevents ripening for extended periods.
- Banana Refrigeration Plant: Specialized systems to ensure the optimal ripening process.
- Potato Refrigeration Plant & Onion Refrigeration Plant: Keeps tubers and bulbs fresh while preventing sprouting.
- Mango Refrigeration Plant & Lemon Refrigeration Plant: Extends the shelf life of tropical and citrus fruits.
Dairy Products and Frozen Foods
- Dairy Plant: Preserves milk, butter, and cheese by maintaining low temperatures.
- Ice Cream Freezer Room: Keeps ice cream at optimal frozen temperatures.
- Frozen Store: Includes facilities for frozen food refrigerated plant, catering to ready-to-eat meals.
Meat and Seafood
- Meat Plant: Maintains strict temperature controls to ensure freshness and safety.
- Pork Refrigerated Store: Dedicated store for pork, ensuring it remains fresh for longer periods.
- Mushroom Plant: Preserves delicate fungi, preventing spoilage.
Pharma and Industrial Applications
- Pharma Plant: Ensures vaccines, medicines, and lab specimens are stored under strict conditions.
- Industrial Cold Room: Used for large-scale refrigeration in industrial settings.
- Edible Oil Plants: Maintains stability and quality of oils during storage.
- Industrial Ammonia Refrigeration Plants: Offers efficient cooling for industries like cement and chemicals.

Types of Refrigeration Plant Facilities
Refrigerated units are categorized based on the products they store and the specific temperature requirements. Below are the main types:
- Agriculture Refrigerated Plant: Dedicated facilities for preserving fresh produce, such as fruits and vegetables.
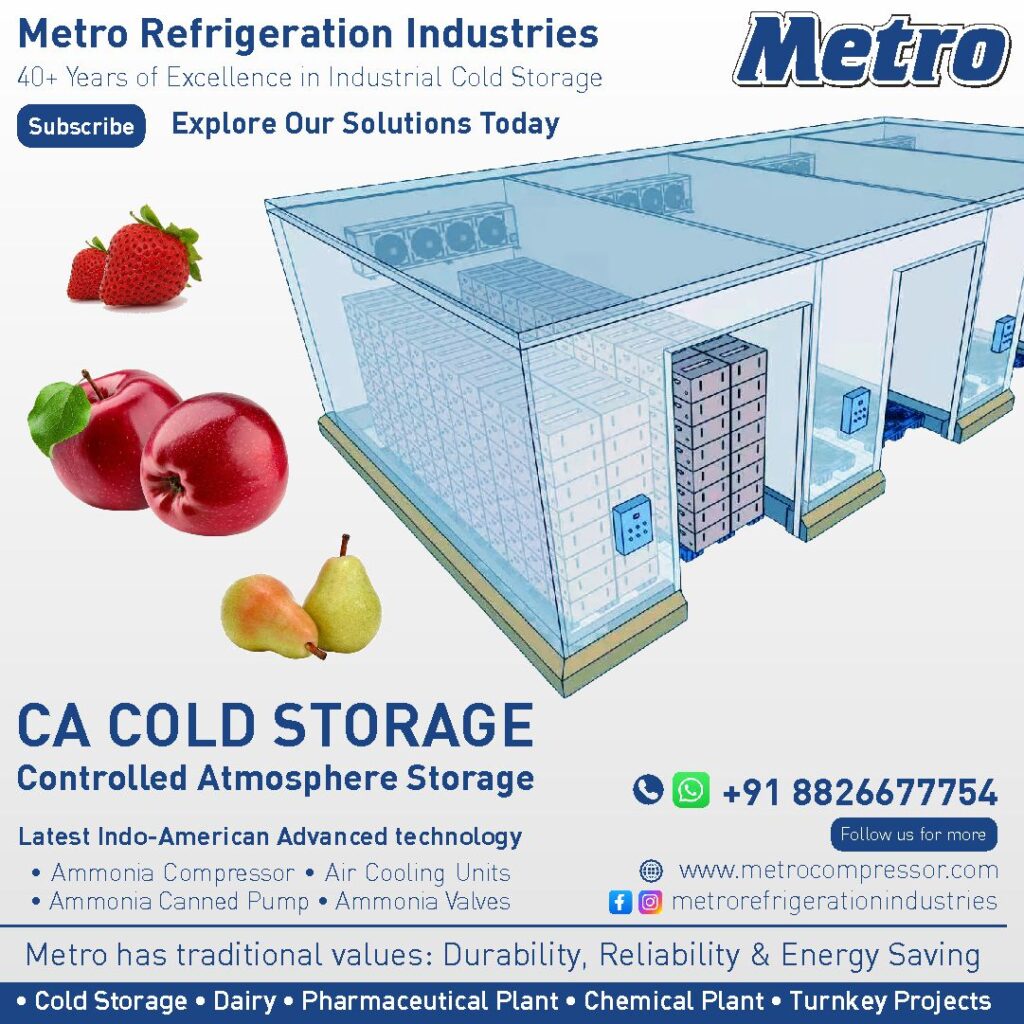
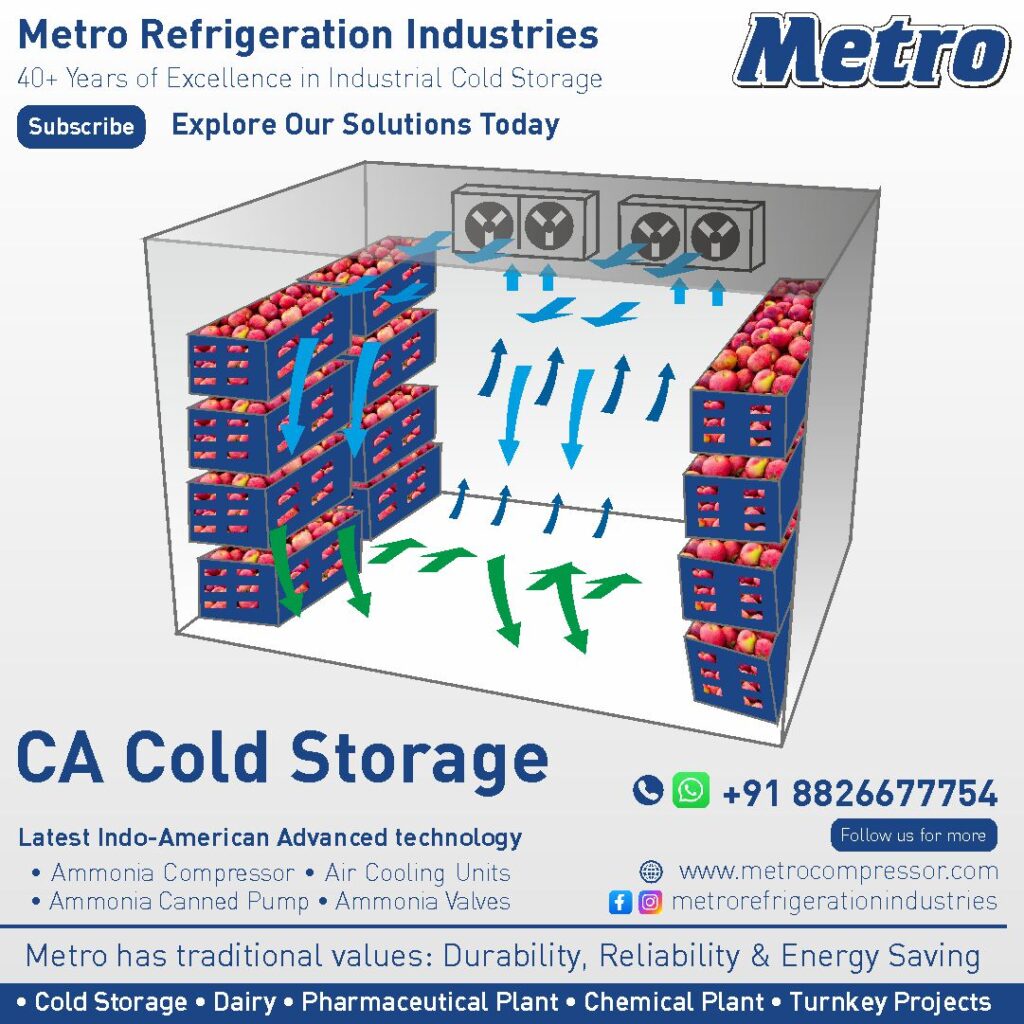
- CA Cold Storage: Controlled Atmosphere CA cold storage regulates oxygen, carbon dioxide, and nitrogen levels for extended preservation.
- Frozen Cold Room: Ideal for storing frozen foods like ice cream and frozen vegetables.
- Industrial Cold Store: Used for large-scale applications, including pharma cold storage and food chilling plant.
- Refrigerated Warehouse: Facilities designed for bulk storage and logistics purposes.
How Refrigeration Units Works
Cold Storage Working Principle
Refrigerated unit facilities operate by maintaining a consistent internal environment with low temperatures, humidity control, and air circulation. Advanced systems like freon based refrigerated storage and ammonia based refrigerated storage utilize specific refrigerants to meet energy efficiency and environmental standards.

Refrigeration Unit Systems and Equipment
- Refrigeration units, including ammonia compressors, condensers, and evaporators.
- Insulated panels to maintain thermal efficiency.
- Cooling coils and ammonia valves for precise temperature regulation.
Cold Storage Project and Subsidy Information
Setting up a cold storage facility often involves significant capital investment. Governments and financial institutions offer subsidies to encourage the development of cold storage infrastructure. These subsidies help reduce the financial burden and make cold storage projects viable.
Cold Storage Temperature Range
- Frozen Store: -18°C to -25°C for frozen foods and ice cream.
- Chilled Room: 0°C to 10°C for fruits, vegetables, and dairy products.
- Controlled Atmosphere CA Storage: Specific conditions based on the product.

Differences Between Cold Storage Types
Cold Room vs. Cold Storage
- Cold Room: Smaller, modular units used for short-term storage.
- Cold Storage: Larger facilities for bulk storage and long-term preservation.
Cold Storage vs. Refrigerated Warehouse
- Cold Storage: Primarily focused on preserving perishable goods.
- Refrigerated Warehouse: Includes logistics and distribution facilities.

CA Cold Storage vs. Cold Storage
- CA Cold Storage: Maintains specific atmospheric conditions for extended shelf life.
- Cold Storage: Focuses on temperature and humidity control.
Types of Refrigerated Storage Warehouses
- Agro Storage: Designed for agricultural produce.
- Frozen Storage Unit: For frozen foods and ice chilled rooms.
- Refrigerated Storage Units: Used for logistics and transportation.
- Industrial Refrigerated Storage: Large-scale facilities for bulk storage.
Refrigerated Storage Unit Uses
Refrigeration Plant is essential for preserving:
Cold Storage Fruits and Vegetables: Ensuring freshness and reducing wastage.
Food Storage: Keeping raw and processed foods in optimal condition.
Dairy and Meat Products: Maintaining hygiene and extending shelf life.
Pharmaceutical Products: Storing sensitive medicines and vaccines.

The Importance of Cold Storage for Various Industries
Refrigerated storage facilities serve as a cornerstone for multiple industries, ensuring the longevity, quality, and safety of a wide range of products. Below are the key industries benefiting from refrigerated storage solutions:

Agriculture and Horticulture
Ammonia based refrigerated storage helps reduce post-harvest losses, ensuring year-round availability of seasonal produce. It stabilizes market prices and increases farmers’ incomes.
- Extends the shelf life of fresh produce like fruits and vegetables.
- Minimizes post-harvest losses, improving farmers’ profitability.
- Supports storage for export-quality products, meeting global standards.
Meat Industry
- Maintains the freshness of meat, poultry, and seafood by slowing microbial activity.
- Ensures compliance with hygiene and safety regulations in domestic and international markets.
Fisheries
- Preserves fish and other seafood at sub-zero temperatures to prevent spoilage.
- Supports the seafood export industry by maintaining quality during transportation.
Food Industry
- Stores frozen and processed foods like ready-to-eat meals, sauces, and bakery items.
- Ensures consistent supply and reduces wastage in food production chains.
Milk & Dairy Products
- Critical for the preservation of milk, butter, cheese, and yogurt.
- Facilitates bulk storage for dairy companies, ensuring product availability throughout the year.
Pharmaceutical Industry
- Ensures vaccines, biologics, and sensitive medicines are stored at precise temperatures.
- Complies with stringent storage guidelines to maintain product efficacy and safety.
Chemical Industry
- Prevents degradation of sensitive chemicals and reagents.
- Provides stable storage for temperature-sensitive industrial products.
Industrial Storage
- Used in industries like cement to prevent moisture-related damage.
- Supports edible oil plants by maintaining quality during storage and packaging.
Advantages of Cold Storage in Agriculture and Beyond
Cold Storage Benefits
- Reduces food wastage by extending the shelf life of perishable goods.
- Supports the agricultural economy by preserving seasonal produce for year-round availability.
- Ensures the availability of essential food items, contributing to food security.
- Enables exporters to reach global markets with fresh and frozen products.
Advantages of Cold Storage in Agriculture
- Provides farmers with better income opportunities by reducing post-harvest losses.
- Ensures a stable supply of fruits, vegetables, and other produce.
Setting Up a Refrigerated Storage Unit
Cold Storage Unit Setup and Costs
The cost of setting up a ammonia based refrigerated storage plant depends on its size, capacity, and the type of equipment used. Factors influencing refrigerated storage unit cost include:
- Land and construction expenses.
- Equipment and technology, such as refrigeration systems and insulated panels.
- Operational costs, including energy consumption and maintenance.
Factors for Effective Cold Storage Design
When designing and setting up a refrigerated storage facility, several critical factors must be considered:
- Temperature Range: The storage temperature varies depending on the product (e.g., frozen, chilled, or CA storage requirements).
- Energy Efficiency: Advanced refrigeration systems like ammonia-based plants help minimize operational costs.
- Scalability: Facilities should be designed to accommodate future capacity expansion.
- Technology: Incorporating cutting-edge solutions, such as IoT-enabled monitoring systems, ensures better control and reduced downtime.
Cold Storage Business and Manufacturing Costs
Investing in a ammonia based chilling plant business requires careful planning and assessment of the market demand. The ammonia refrigeration plant manufacturing cost includes:
Initial investment in land, construction, and equipment.
Recurring expenses such as electricity, labor, and maintenance.
Equipment from top CA cold storage manufacturers in India ensures cost-effectiveness and energy efficiency.
Cold Storage Manufacturing Companies
Leading manufacturers provide advanced solutions for building and operating cold storage plants. Metro Refrigeration Industries is among the top cold storage manufacturing companies in India, offering:
- Energy-efficient systems with Indo-American advanced technology.
- Custom solutions for various applications, including vegetable cold storage, meat cold storage, and frozen food cold storage.

Installation and Setup
Work with experienced professionals for the installation and commissioning of your chilling plant unit. Metro Refrigeration Industries provides complete turnkey solutions, including:
- Design and construction support
- Energy-efficient machinery installation
- Maintenance and after sales support
- Manufacture and commissioning of complete industrial ammonia refrigeration system, equipment, and machineries.

Ammonia Compressors: Backbone of Industrial Ammonia Refrigeration System
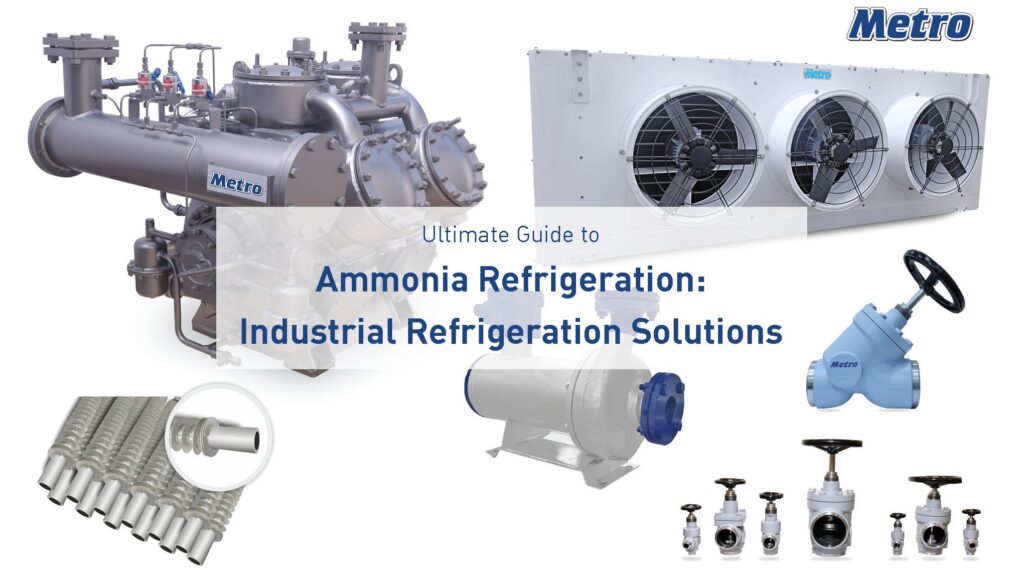
Our ammonia refrigeration compressors are designed to deliver unmatched performance, ensuring reliability and efficiency across a wide range of applications. The range includes:


- MC Series (Water Cooled Ammonia Compressors): Ideal for industries requiring consistent cooling under extreme conditions.

- MCX Series (Gas Cooled Ammonia Compressors): Designed for energy-efficient operation in diverse environments.
Comprehensive Range of Compressors

- Single Stage Ammonia Compressors: Available in 7 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. These compressors are perfect for moderate refrigeration requirements.

- Two Stage Ammonia Compressors (Compound Version): Available in 9 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. Engineered for applications requiring precise temperature control at low and ultra-low temperatures.
Additional Equipment and Solutions
Complete Product Line
Our advanced product line includes:
Ensure precise temperature control in meat processing with advanced refrigeration equipment, preserving product safety and quality.
Ammonia Compressor: Backbone of Industrial Ammonia Refrigeration System
Our Nh3 refrigeration compressor are designed to deliver unmatched performance, ensuring reliability and efficiency across a wide range of applications. The range includes:
- MC Series (Water Cooled Nh3 Compressor): Ideal for industries requiring consistent cooling under extreme conditions.
- MCX Series (Gas Cooled Nh3 Compressor): Designed for energy-efficient operation in diverse environments.
Comprehensive Range of Nh3 Compressor
- Single Stage Ammonia Compressor: Available in 7 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. These refrigeration compressor are perfect for moderate refrigeration requirements.
- Two Stage Ammonia Compressor (Compound Version): Available in 9 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. Engineered for applications requiring precise temperature control at low and ultra-low temperatures.
Additional Equipment and Solutions

- Evaporative Condenser: Engineered for maximum heat transfer and reduced energy consumption in refrigeration systems.

- Air Cooling Units: SS and AL Series durable and efficient cooling solutions, including stainless steel and aluminum options.

- Evaporator Coils: Ensure consistent cooling performance with our advanced ammonia evaporator coils.
- Ammonia Evaporative Coolers: Energy-saving Nh3 cooling systems for industrial applications.
- Cooling Coil Units: Maintain temperature precision with our high-performance cooling coil units.
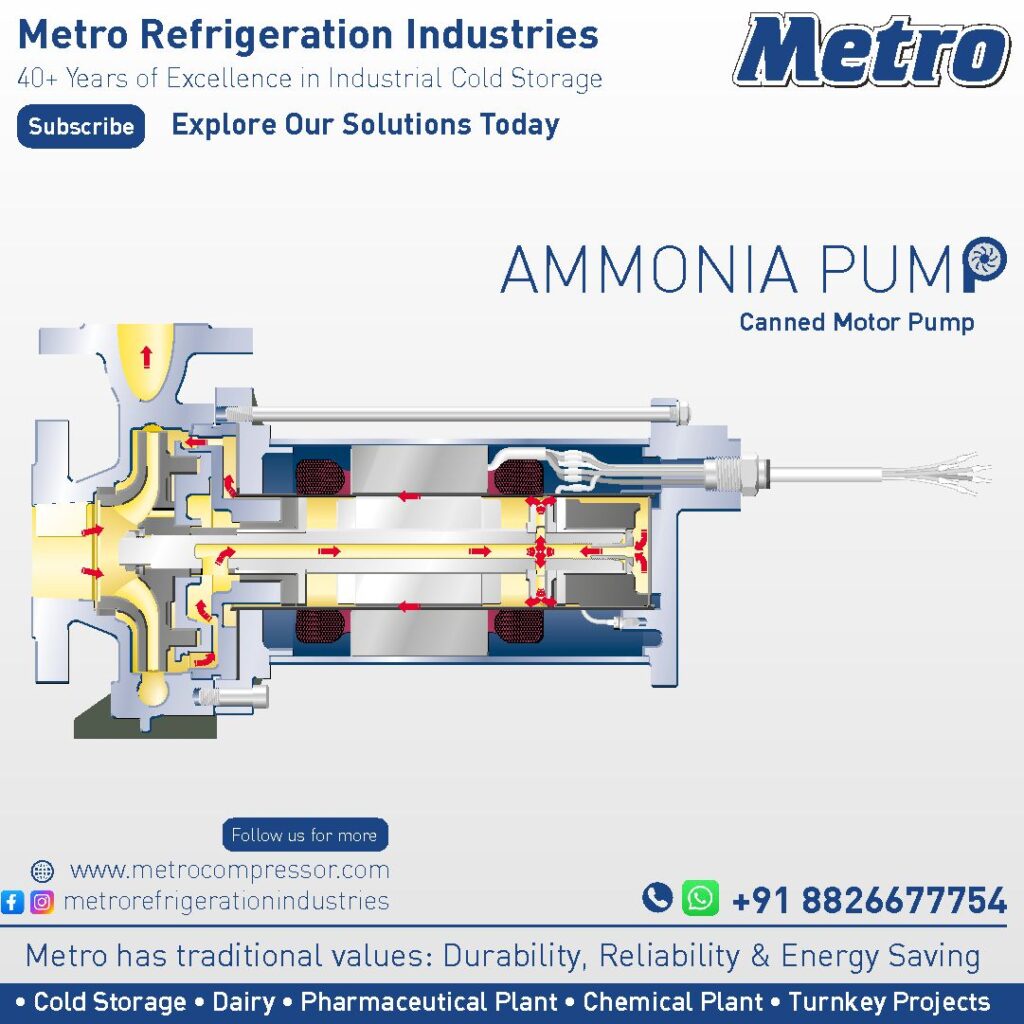
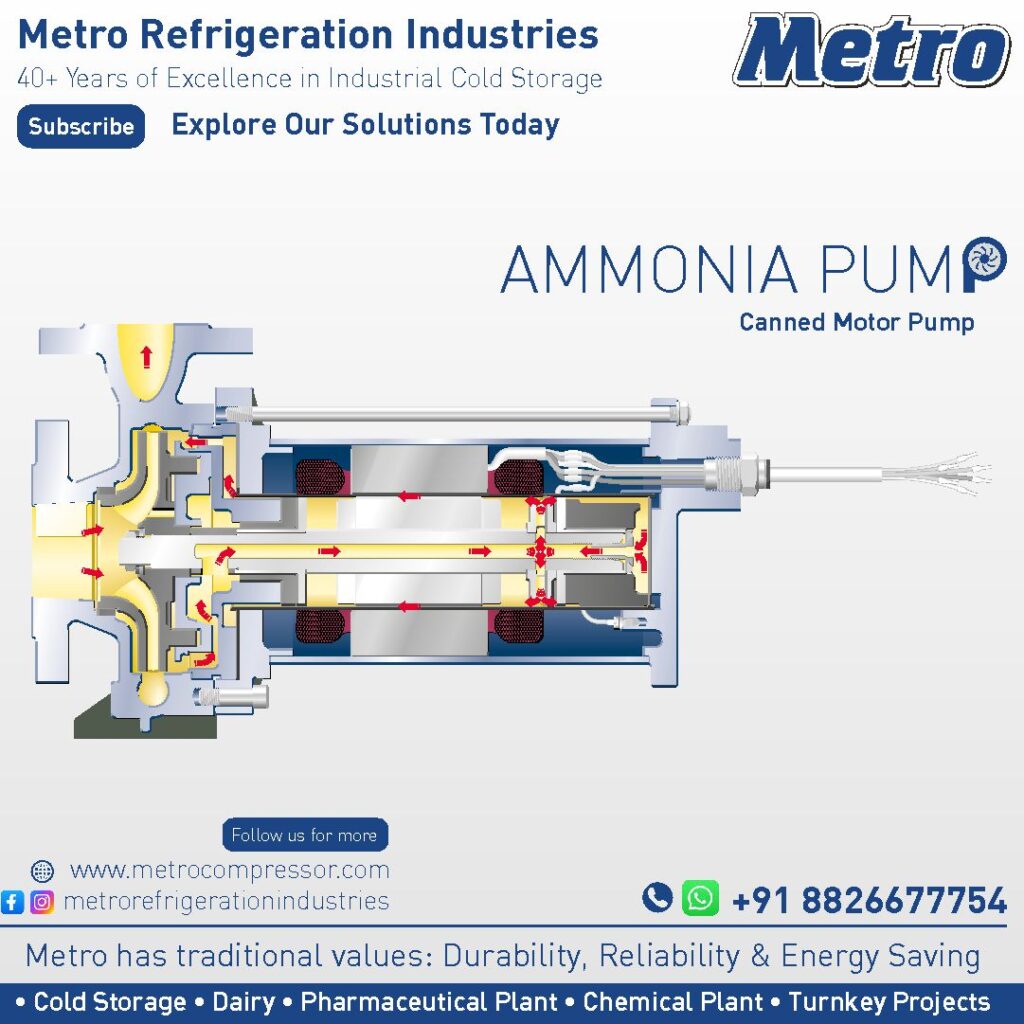
- Ammonia Canned Pumps: Built for reliable ammonia transfer in industrial refrigeration systems.

- Ammonia Valves: Precision-engineered valves for safe and efficient ammonia flow control.

- Bunker Coils: High-efficiency heat transfer coils for industrial refrigeration processes.
- LPR & HPR: Optimize refrigeration system performance with low pressure receivers and high pressure receivers.


- Refrigerant Vessels: Secure and efficient refrigerant storage solutions for industrial use.

- IQF Technology: Advanced freezing technology to preserve food quality and extend shelf life.

- Industrial Ice Bank: Dependable ice storage systems for industrial cooling needs.
- Pillow Plates: Effective heat exchange solutions for refrigeration and industrial applications.
- Axial Fans: Improve airflow and cooling performance with durable axial fans.

- Shell & Tube Condensers: Robust condensers designed for high-capacity industrial refrigeration.
- Ammonia Compressor Components: Ensure optimal operation with precision-engineered ammonia refrigeration compressor components.
- Brine Chillers: Discover high performance ammonia brine refrigeration systems from leading brine chiller manufacturers. Our brine chiller plants, brine cooling systems, and brine refrigeration solutions ensure energy efficient industrial cooling. We also specialize in ammonia screw compressors and shell & tube condensers, delivering cost effective and reliable cooling solutions for various industries.
-
- Ammonia Compressor Components: Ensure optimal operation with precision-engineered ammonia refrigeration compressor components.

Why Choose Metro Refrigeration Industries?
Experience: Over 40 years of expertise in designing and manufacturing cold storage solutions.
Global Presence: Serving clients in India and over 30 countries worldwide, including Australia, UAE, Jordan, Turkey, Yemen, Thailand, Sri Lanka, and Nepal.
Cutting-Edge Indo-American Technology: Ensures superior energy efficiency and performance.
Prestigious Clientele: Trusted by Amul, Adani, Namaste India, Patanjali, and more.
Complete Product Line: Comprehensive range of equipment tailored for cold storage, including ammonia compressors, ammonia evaporators, evaporative condensers, air cooling units, evaporator coils, ammonia valves, and more.
Best Cold Storage System Equipment and Machineries: Designed for reliability, energy efficiency, and precise temperature control.
Cost-Effective Solutions: Delivering low energy consumption and precise temperature control.

Optimizing Your Cold Storage with Metro Refrigeration
At Metro Refrigeration Industries, we understand the importance of having a reliable and efficient cold storage system. We offer custom cold storage design and can guide you through the cold storage operation to ensure optimal performance. Our engineers are skilled in the optimization of your cold storage system, ensuring it operates at peak efficiency.
Our cold storage plant designs incorporate advanced technology that helps in refrigerated unit optimization, resulting in lower operational costs and improved product quality.

Partner with Metro Refrigeration Industries for Turnkey Cold Storage Solutions
Metro Refrigeration Industries offers industry-leading expertise and technology for all your industrial ammonia refrigeration needs. Whether it’s agriculture, dairy, or industrial refrigeration, we deliver customized, energy-efficient, and cost-effective solutions. Contact us today to explore how our expertise can support your business growth.
Get in touch with us for cost-effective and reliable refrigeration solutions and join the leading names in the industry who trust Metro Refrigeration Industries.
Conclusion
Refrigeration unit is an indispensable component of modern industries, ensuring the preservation of perishable goods and the seamless functioning of supply chains. Whether it’s agricultural produce, dairy, meat, pharmaceuticals, or industrial applications, cold storage facilities cater to a wide range of needs, supporting economic growth and sustainability.
With advancements in refrigeration technologies like ammonia and freon systems, and the introduction of controlled atmosphere (CA) storage, businesses can now achieve higher efficiency and cost-effectiveness. Companies like Metro Refrigeration Industries lead the way with innovative solutions, a complete product line, and a robust global presence, serving the needs of diverse industries across India and 30 international markets.
Investing in refrigerated plant not only reduces wastage and ensures quality but also drives economic benefits for farmers, businesses, and the nation. With proper planning, subsidies, and partnerships with top cold storage manufacturers, setting up a plant facility is a promising venture for long-term success.
If you’re looking for reliable, energy-efficient, and advanced cold storage solutions, Metro Refrigeration Industries is your trusted partner. With decades of expertise, cutting-edge technology, and a commitment to quality, we bring you the best in refrigeration. Contact us today to explore cost-effective and customized solutions tailored to your needs.
Contact Metro Refrigeration Industries
To explore our products and solutions for your refrigeration unit, get in touch:
Location: D-35, Meerut Road Industrial Area, Ghaziabad, Uttar Pradesh – 201 003, INDIA
Email: sales@metrorpl.com
Phone: +91-120-2712176, 2752030, 2757568, 2757269, 2713759
Customer Care: +91 88266 77754
Website: www.metrocompressor.com
Explore more related blogs:
Meat Processing Plant
We specialize in manufacturing cutting-edge refrigeration solutions for meat processing plants, catering to beef, chicken, cattle, seafood, fish, prawns, crabs, and frozen chicken. Our advanced systems ensure precise temperature control, freshness, and quality preservation. Trusted by industries for energy efficiency and durability, we provide comprehensive solutions tailored to meet diverse processing needs.
Onion Cold Storage
Ice Bank Refrigeration System
Air Cooling Units
Ice Bank Tank
Cold Storage Business Guide
Ammonia Refrigeration System
CA Cold Storage
Controlled Atmosphere Cold Storage
Apple Cold Storage
CA Cold Storage Chambers
IQF Technology
Ice Bank Chiller System
Individual Quick Frozen Technology
Blast Freezers
Blast Chillers
Curd Blast Rooms
Curd Incubation Room
Curd Incubation Chamber
Dairy Processing Plant
Cold Storage Explained
Ammonia Evaporators
Air Cooling Evaporators
Evaporators
Evaporative Condenser
Cooling Coils
Ammonia Cooling Coils
Ammonia Evaporative Condenser
Ammonia Air Cooling Units