Ammonia Compressor for Industrial Refrigeration – High-Efficiency Ammonia Refrigeration Compressors & Systems for Cold Storage, Dairy, Food Processing, Meat, Frozen Food, Fruits & Vegetables | Top Industrial Refrigeration Compressor Manufacturer & Reliable Supplier
Ammonia-based refrigeration systems form the backbone of modern industrial cooling infrastructure. Widely used in cold storage, dairy plants, meat processing, fisheries, food processing, pharmaceutical, and chemical industries, these systems deliver high energy efficiency, long service life, and environmental sustainability.
Modern industrial compressors, especially reciprocating compressors and screw compressors using ammonia (NH₃ / R717), are engineered to operate reliably under heavy-duty conditions while maintaining the best COP (Coefficient of Performance).
What Is an Ammonia Compressor?
An ammonia-based refrigeration unit is designed to compress low-pressure NH₃ vapor into a high-pressure state, allowing heat to be rejected efficiently through the condenser and enabling continuous industrial cooling.
Ammonia compressors are classified as industrial compressors due to their ability to:
-
Handle large refrigeration loads
-
Operate continuously
-
Deliver high efficiency with low operating cost
Ammonia Compressor Working Principle (Gas-Cooled & Water-Cooled Systems)
The working principle of ammonia-based refrigeration equipment follows the vapour compression cycle, a widely used method in industrial cooling applications, and it works efficiently in both:
-
Gas cooled technology
-
Water cooled technology
Step-by-Step Working Principle:
-
Suction Stage
Low-pressure ammonia vapor from the evaporator enters the compressor. -
Compression Stage
The reciprocating compressor compresses NH₃ vapor, increasing its pressure and temperature. -
Discharge Stage
High-pressure NH₃ gas is discharged toward the condenser. -
Condensation (Gas-Cooled / Water-Cooled)
-
In water cooled technology, heat is removed using cooling water
-
In gas cooled technology, heat is rejected using ambient air or gas coolers
-
Expansion & Evaporation
Liquid ammonia expands and absorbs heat again, repeating the cycle.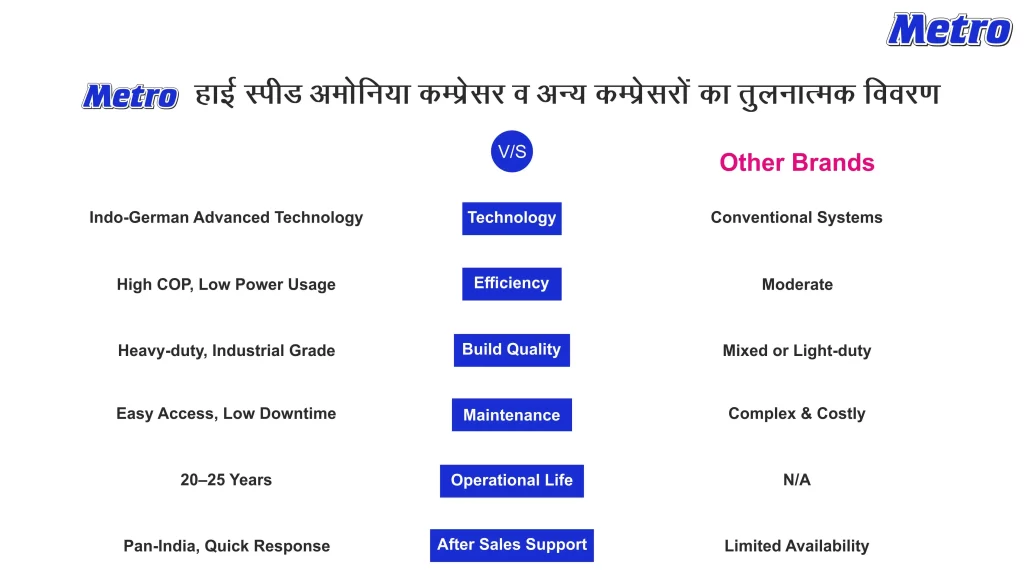
Functions of an Ammonia Refrigeration Compressor
The primary functions of ammonia-driven refrigeration systems include :
-
Efficient vapor compression
-
Continuous refrigerant circulation
-
Supporting stable cooling capacity
-
Reducing power consumption per TR
-
Ensuring long-term reliability in industrial applications
A well-designed industrial ammonia compressor ensures low breakdowns and consistent temperature control.
Types of Ammonia Compressors Used in Industry
1. Reciprocating Ammonia Compressor
The reciprocating compression system is one of the most trusted solutions for heavy-duty industrial refrigeration applications.
Key Features:
-
Piston and cylinder mechanism
-
Suitable for small to large cold storages
-
Works reliably even under partial load
-
High pressure ratio
2. Screw Compressor
Used for very large capacities with continuous operation.
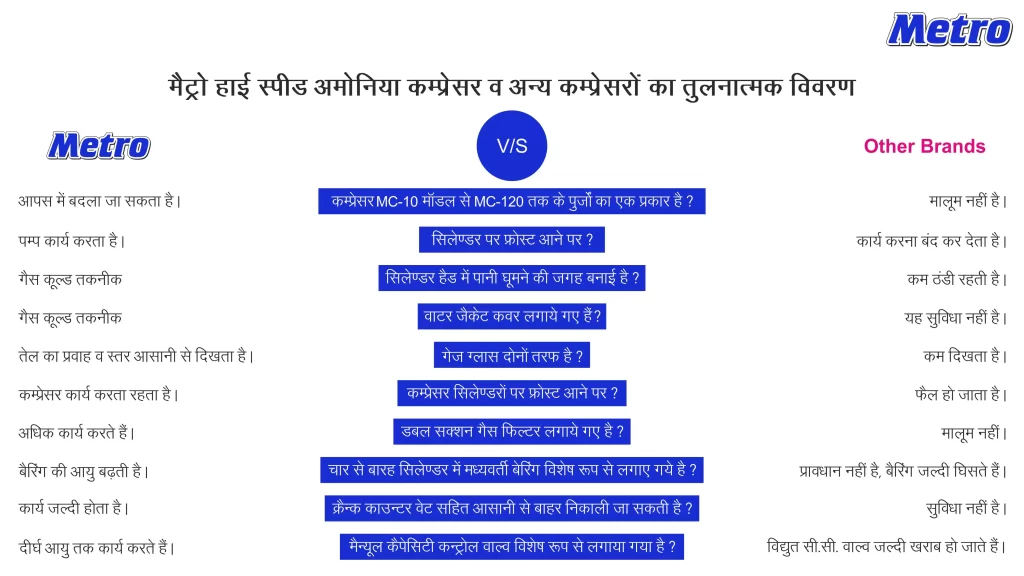
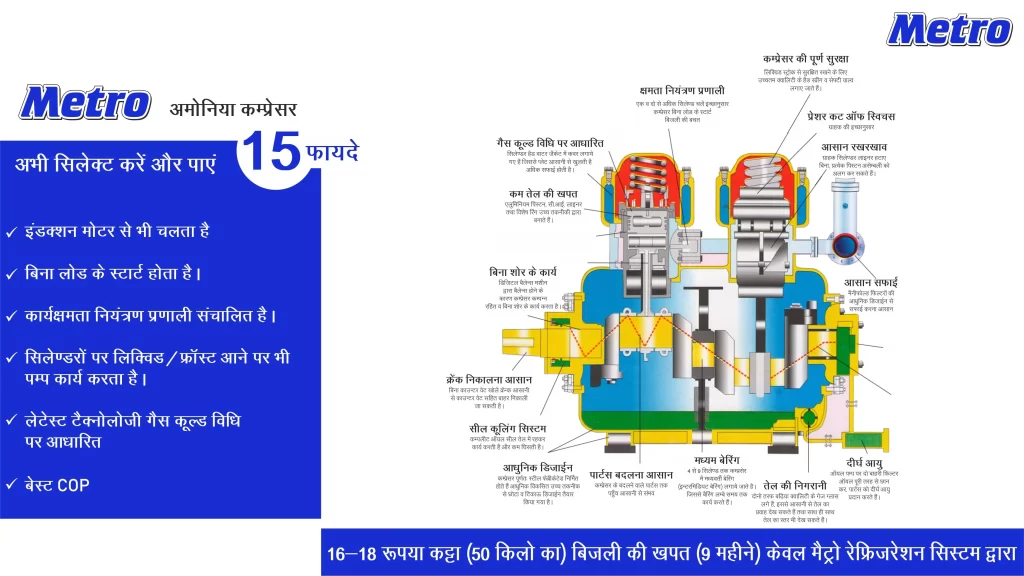
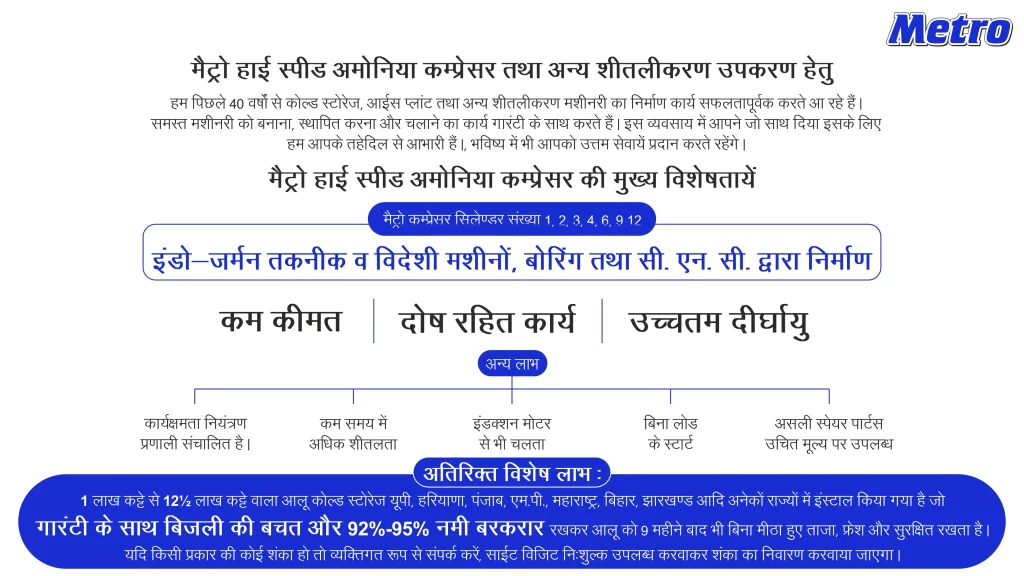
Metro Ammonia Compressor – 15 Key Benefits
Below are the major benefits of the Metro Ammonia Compressor, translated and professionally explained from the provided image:
Metro Ammonia Compressor – Key Advantages
-
Can operate with induction motor
-
Starts without load, reducing electrical stress
-
Advanced capacity control system for precise cooling
-
Best COP (Coefficient of Performance)
-
Operates even if liquid/frost enters cylinders
-
Based on latest gas-cooled technology
-
Low oil consumption, reducing operating cost
-
Noise-free and vibration-free operation
-
Easy crankshaft removal, simplifying maintenance
-
Advanced seal cooling system for longer seal life
-
Medium-speed design ensures durability and stability
-
Easy piston replacement, reducing downtime
-
Continuous oil monitoring system
-
Long service life with heavy-duty construction
-
Easy cleaning and maintenance-friendly design
These benefits make the Metro ammonia compressor a highly reliable industrial refrigeration compressor for long-term use in cold storage and processing plants.
Uses & Applications of Ammonia Compressors
Ammonia compressors are widely used in:
-
Cold storage warehouses
-
CA cold storage projects
-
Dairy & milk chilling plants
-
Fisheries & seafood processing
-
Meat & poultry processing
-
Pharmaceutical cold rooms
-
Ice plants & beverage industries
These applications demand high-efficiency refrigeration compressors with low running cost and long operational life.
Natural refrigerant–based industrial cooling solutions are increasingly preferred due to rising energy costs and stricter environmental regulations. Systems operating on ammonia (R717) provide excellent thermodynamic performance, making them ideal for large-scale refrigeration where continuous operation and reliability are essential.
With proper engineering, safety controls, and maintenance practices, these solutions ensure long-term operational stability while supporting sustainable cold-chain infrastructure across agriculture, food processing, and pharmaceutical sectors.
Efficiency of Ammonia Compressors
Why Ammonia Compressors Deliver the Best Efficiency
-
High latent heat of NH₃
-
Lower power consumption per TR
-
Excellent heat transfer properties
-
Ideal for both water cooled and gas cooled technology
-
Reduced total lifecycle cost
Compared to synthetic refrigerants, ammonia-based industrial cooling systems consistently deliver higher COP, lower energy consumption per TR, and faster return on investment.
Ammonia Compressor vs Other Refrigeration Compressors
| Parameter | Ammonia Compressor | Conventional Refrigeration Compressor |
|---|---|---|
| Energy Efficiency | Very High | Medium |
| Operating Cost | Low | High |
| Environmental Impact | Zero GWP | High GWP |
| Industrial Suitability | Excellent | Limited |
Complete Product Line
Our advanced product line includes:

Ammonia Compressor: Backbone of Industrial Ammonia Refrigeration System
Our Nh3 refrigeration compressor are designed to deliver unmatched performance, ensuring reliability and efficiency across a wide range of applications. The range includes:


- MC Series (Water Cooled Nh3 Compressor): Ideal for industries requiring consistent cooling under extreme conditions.

- MCX Series (Gas Cooled Nh3 Compressor): Designed for energy-efficient operation in diverse environments.
Comprehensive Range of Nh3 Compressor

- Single Stage Ammonia Compressor: Available in 7 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. These refrigeration compressor are perfect for moderate refrigeration requirements.

- Two Stage Ammonia Compressor (Compound Version): Available in 9 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. Engineered for applications requiring precise temperature control at low and ultra-low temperatures.
Additional Equipment and Solutions

- Evaporative Condenser: Engineered for maximum heat transfer and reduced energy consumption in refrigeration systems.

- Air Cooling Units: SS and AL Series durable and efficient cooling solutions, including stainless steel and aluminum options.

- Evaporator Coils: Ensure consistent cooling performance with our advanced ammonia evaporator coils.
- Ammonia Evaporative Coolers: Energy-saving Nh3 cooling systems for industrial applications.
- Cooling Coil Units: Maintain temperature precision with our high-performance cooling coil units.
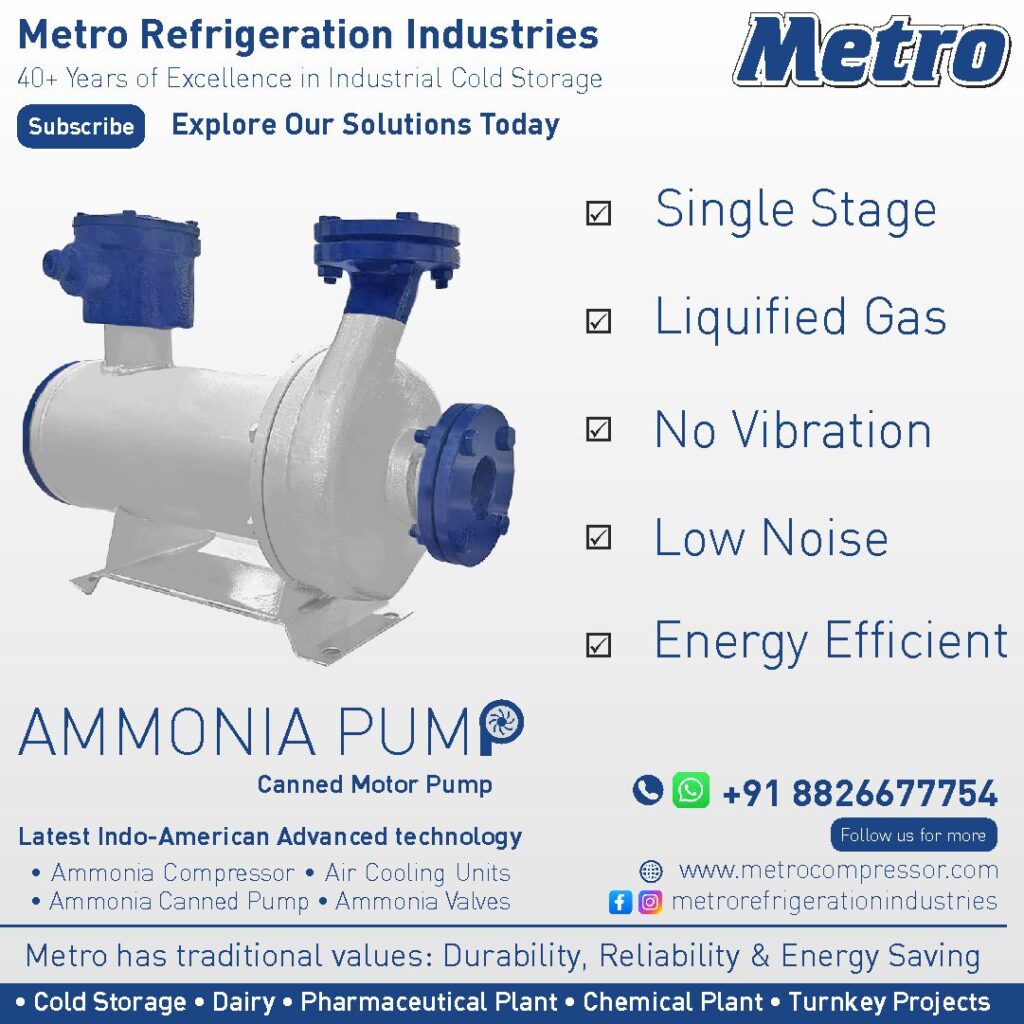
- Ammonia Canned Pumps: Built for reliable ammonia transfer in industrial refrigeration systems.

- Ammonia Valves: Precision-engineered valves for safe and efficient ammonia flow control.

- Bunker Coils: High-efficiency heat transfer coils for industrial refrigeration processes.
- LPR & HPR: Optimize refrigeration system performance with low pressure receivers and high pressure receivers.


- Refrigerant Vessels: Secure and efficient refrigerant storage solutions for industrial use.

- IQF Technology: Advanced freezing technology to preserve food quality and extend shelf life.

- Industrial Ice Bank: Dependable ice storage systems for industrial cooling needs.
- Pillow Plates: Effective heat exchange solutions for refrigeration and industrial applications.
- Axial Fans: Improve airflow and cooling performance with durable axial fans.

- Shell & Tube Condensers: Robust condensers designed for high-capacity industrial refrigeration.
- Ammonia Compressor Components: Ensure optimal operation with precision-engineered ammonia refrigeration compressor components.
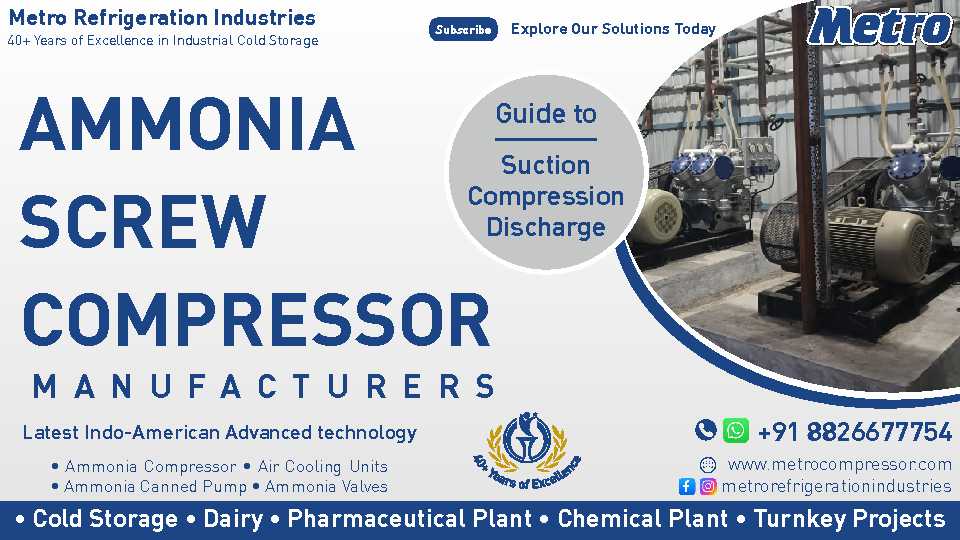
- Ammonia Screw Compressors : An ammonia screw compressor is a high-efficiency refrigeration solution widely used in industrial cooling applications. It provides continuous, energy-efficient operation for ammonia-based refrigeration systems in cold storage, dairy, meat processing, pharmaceuticals, and chemical industries.
- High Efficiency – Optimized for energy savings and continuous operation
Industrial Applications – Ideal for cold storage, food processing & pharma
Advanced Technology – Uses precision-engineered screw rotors for reliability
Low Maintenance – Fewer moving parts reduce wear and tear
Eco-Friendly – Ammonia as a refrigerant offers sustainable cooling

Why Choose Metro Refrigeration Industries?
Experience: Over 40 years of expertise in designing and manufacturing meat processing plant solutions.
Global Presence: Serving clients in India and over 30 countries worldwide, including Australia, UAE, Jordan, Turkey, Yemen, Thailand, Sri Lanka, and Nepal.
Cutting-Edge Indo-American Technology: Ensures superior energy efficiency and performance.
Prestigious Clientele: Trusted by Amul, Adani, Namaste India, Patanjali, and more.
Complete Product Line: Comprehensive range of equipment tailored for cold storage, including ammonia compressor, refrigeration evaporator, evaporative condenser, air cooling units, ammonia evaporator coils, ammonia valves, and more.
Best Cold Storage System Equipment and Machineries: Designed for reliability, energy efficiency, and precise temperature control.
Cost-Effective Solutions: Delivering low energy consumption and precise temperature control.

Optimizing Your Cold Storage with Metro Refrigeration
At Metro Refrigeration Industries, we understand the importance of having a reliable and efficient cold storage system. We offer custom cold storage design and can guide you through the cold storage operation to ensure optimal performance. Our engineers are skilled in the optimization of your cold storage system, ensuring it operates at peak efficiency.
Our cold storage plant designs incorporate advanced technology that helps in refrigerated unit optimization, resulting in lower operational costs and improved product quality.

Partner with Metro Refrigeration Industries for Turnkey Cold Storage Solutions
Metro Refrigeration Industries offers industry-leading expertise and technology for all your industrial ammonia refrigeration needs. Whether it’s agriculture, dairy, or industrial refrigeration, we deliver customized, energy-efficient, and cost-effective solutions. Contact us today to explore how our expertise can support your business growth.
Get in touch with us for cost-effective and reliable refrigeration solutions and join the leading names in the industry who trust Metro Refrigeration Industries.
Conclusion
A high-quality ammonia compressor, especially a reciprocating industrial compressor using gas cooled or water cooled technology, is the smartest choice for industries that demand efficiency, durability, and sustainability.
With advanced design, 15 proven benefits, and excellent COP, modern ammonia compressors are shaping the future of India’s cold chain, reducing food wastage, saving energy, and supporting national economic growth.
Contact Metro Refrigeration Industries
To explore our products and solutions for your refrigeration unit, get in touch:
Location: D-35, Meerut Road Industrial Area, Ghaziabad, Uttar Pradesh – 201 003, INDIA
Email: sales@metrorpl.com
Phone: +91-120-2712176, 2752030, 2757568, 2757269, 2713759
Customer Care: +91 88266 77754
Website: www.metrocompressor.com
Explore more related blogs:
Meat Processing Plant
We specialize in manufacturing cutting-edge refrigeration solutions for meat processing plants, catering to beef, chicken, cattle, seafood, fish, prawns, crabs, and frozen chicken. Our advanced systems CA cold Storage, IQF Freezer, IQF Machine, ensure precise temperature control, freshness, and quality preservation. Trusted by industries for energy efficiency and durability, we provide comprehensive solutions tailored to meet diverse processing needs.
Onion Cold Storage
Air Cooling Units
Industrial Refrigeration Compressors
Cold Storage Business Guide
Ammonia Refrigeration System
Screw Compressor Ammonia Refrigeration
CA Cold Storage
Controlled Atmosphere Cold Storage
Apple Cold Storage
CA Cold Storage Chambers
IQF Technology
Individual Quick Frozen Technology
Blast Freezers
Blast Chillers
Curd Blast Rooms
Curd Incubation Room
Curd Incubation Chamber
Dairy Processing Plant
Dairy Plant
Cold Storage Explained
Ammonia Evaporator
Air Cooling Evaporators
Evaporators
Evaporative Condenser
Cooling Coils
Ammonia Cooling Coils
Ammonia Evaporative Condenser
Ammonia Air Cooling Units